一、前言
在汽車上應用的鋁合金主要包括壓鑄件、鍛造件、擠壓件和板材。在這 4 類產品中,用于沖壓的變形鋁合金板是鋁合金板材中技術要求最高的。變形鋁合金板材替代傳統鋼材時可以有效減輕汽車質量。如鋁合金發動機蓋板和鋼制零件相比,可降低質量40%以上。同時由于鋁合金導熱性好,可有效降低發動機的溫度。除此之外,利用鋁合金的特殊性能,可以有效減輕碰撞時對行人碰撞的傷害,有利于滿足對行人碰撞保護法規的實施。目前用于汽車車身的鋁合金板材主要包括5000 系和 6000 系,常見的材料牌號如 5052、5754、5182、6016、6014、6181。此外,少量 2000 系板材也在汽車上有一定應用。
鋁合金用于汽車覆蓋件時的性能要求極高,因此在生產過程中必須對關鍵環節進行控制。在原材料生產階段需要對材料進行成分設計、熔煉和鑄造,均勻化熱處理后通過冷、熱軋制工藝將材料制備成不同厚度規格的板材,最終通過熱處理控制組織及第二相來實現滿足生產需求的產品。在整個生產過程中,合理的成分設計和熱處理流程的制定是保證高質量板材的必要前提。然而,與傳統軟鋼相比,鋁合金板材在成形過程中仍然存在劣勢,如回彈大、容易開裂,這些劣勢需要在模具和工藝上進行優化和彌補。因此,為解決開裂和回彈問題,通常借助于有限元手段,從成形技術或工藝方面進行鋁合金板材應用研究。
二、車身用鋁合金的微合金化及熱處理
在鋁合金中添加微量元素,可以提高其綜合力學性能。如稀土元素加入鋁合金中,可以改善和細化鋁合金的組織,提高鋁合金的力學性能,同時還可以防止偏析,去除合金中的雜質。鋁合金板通過一定熱處理工藝后,可以改善其組織和力學性能,具有更好的成形性。
1

2000系合金的微合金化
2000 系合金是 Al(鋁)-Cu(銅)系合金,是 1種可熱處理強化的鋁合金。它具有優良的鍛造性能、焊接性能以及烘烤強化效應。合金中的主要強化相為 CuAl2,含有一定量 Mg(鎂)時還有CuMgAl2強化相,具有較高的屈服和抗拉強度,但抗腐蝕性能較差。2000 系合金中除主加元素外,Cd(鎘)、Ag(銀)2 種元素的單獨加入或者復合添加均可以顯著增強該系合金的時效硬化效應。微量 In(銦)的添加使 Al-Cu-Li(鋰)合金的屈服強度增加 25%,到達時效峰值的時間縮短 25%,時效24 h 后的屈服強度提高70%。此外,微量元素的添加還能夠有效改善鋁合金的斷裂韌性、抗應力腐蝕及抗疲勞性能。2091合金中微量Zn(鋅)的存在顯著增強了材料的斷裂韌性,如添加 Zn 質量分數為0.7%可使 2091 合金的臨界應力強度因子值提高3.0 MPa·m1/2;微量 Ce(鈰)的添加能有效改善 Al?Cu4.5合金的抗熱疲勞性能。
文獻研究了加入Sc(鈧)和 Zr(鋯)元素對的2618 合金性能的影響,發現 Sc 和 Zr 的加入使 2618合金產生一個初晶相Al3(Sc,Zr)。該相在凝固時可以作為非均勻形核的核心從而細化晶粒。由α(Al)固溶體析出的第二相顆粒Al3(Sc,Zr)與基體完全共格,具有明顯的析出強化效果。同時也使 S’相析出更加均勻。有 Al3(Sc,Zr)相的 2618 合金室溫與高溫的屈服強度均提高,而塑性不下降。王華等制備了含微量Sc、Zr的2524鋁合金板材,對其組織和性能研究表明微量 Sc 和 Zr 在 2524 鋁合金中主要以次生的 Al3(Sc,Zr)粒子形式存在,這種粒子與基體共格,釘扎位錯和亞晶界,高溫固溶處理過程中仍然能夠抑制部分合金的再結晶。在 T3 狀態下,含 Sc、Zr 的 2524 鋁合金的塑性與 2524 鋁合金的相當,而屈服強度提高了18 MPa。微量Sc、Zr對Al-Cu-Mg 合金的強化作用主要來源于添加微量Sc、Zr 引起的細晶強化、亞結構強化和析出強化。由于合金元素及其構成第二相的影響,2000 系鋁合金板材在烘烤過程中容易出現軟化現象,且其抗應力腐蝕能力差,嚴重限制了該系列板材在車身外板的應用。
2
5000系合金的微合金化
5000 系合金是不可熱處理強化的鋁合金,具有中等的屈服強度和抗拉強度、耐蝕性、加工性能與良好的焊接性。Mg 溶于 Al 基體中形成固溶強化,使合金在屈服強度、抗拉強度、成形性和抗蝕性方面具有一般鋼材的特點,所以日本廣泛應用5000 系鋁合金作為汽車內板材料(5022、5023、5182)以及其它形狀復雜的部件。5000 系合金的固溶強化存在延時屈服和勒德斯線 2 個明顯的缺點,此外與6000系相比,5000系合金在噴漆退火后其屈服強度下降,而 6000 系的屈服強度上升。目前 5000 系鋁合金的研究通常是通過優化合金成分、控制雜質質量分數、添加微量元素改善合金性能。如在 5050、5150 基礎上添加微量 Mn(錳)、Ga(鎵)研究而成的5025,具有優良的壓力加工性能、成形性能和耐腐蝕性[8]。近年來,在 Al-Mg 合金中同時添加Sc和Zr 元素的研究較多,采用Sc和Zr 復合微合金化可顯著提高合金的抗拉強度。
5000 系鋁合金中,隨 Mg 質量分數的增加,材料的伸長率開始下降,但當Mg質量分數超過2%以后,伸長率會迅速上升,近年來還開發出了 Mg 的質量分數達 5%~6%的高鎂鋁合金板。另一方面,適當地加入 Mn 元素,使 Mg 相沉淀均勻,可以提高合金的抗腐蝕性能,同時能提高合金的再結晶溫度,抑制晶粒長大,確保合金具有更高的穩定性。研究發現向鋁中添加質量分數為1%的Mg,可以使材料的抗拉強度提高 35 MPa,而加入同量 Mn的效果則幾乎大了一倍。但 Mn 含量多時,抗拉強度略有增加,塑性則顯著降低。尤其有微量 Na(鈉)存在時,熱軋過程會產生“鈉脆”現象。
3
6000系合金的微合金化
奧林匹克運動會是國際奧林匹克委員會主辦的世界規模最大的綜合性運動會,每四年一屆,會期不超過16日,是世界上影響力最大的體育盛會。
6000 系鋁合金是可熱處理強化的鋁合金,其成形性好、耐蝕性強、抗拉強度高、耐高溫性能較好。6000系鋁合金較7000系合金有較高的疲勞強度,又比 2000 系合金有較好抗腐蝕性能。5000 系合金的斯德勒線及桔皮效應不令人滿意,6000 系合金上述 2 種性質較好。6000 系合金可以通過添加少量多種合金元素來細化晶粒,改變再結晶狀態,同時改進鑄造、軋制及熱處理工藝獲得良好的綜合性能。6000 系鋁合金的時效過程就是過飽和固溶體的脫溶分解過程,也是原子擴散過程,與時效時間和溫度都有關。自然時效使人工時效后合金的抗拉強度、硬度下降,而預時效則能減輕自然時效的有害作用。在固溶處理之后引入預應變會大大抑制 GP(溶質原子富集區)的形成,加速中間相的形核和長大。預應變可充分發揮6000系鋁合金車身板的烘烤硬化效應。
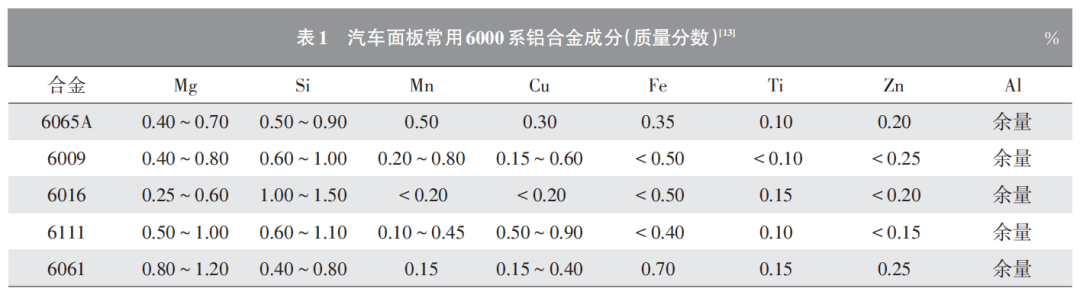
6000系合金中除Al 以外,最多的元素是Mg 和Si(硅)。Mg 能提高合金的抗蝕性和可焊性。增加Mg 的質量分數有利于提高合金的抗拉強度,但不利于合金的沖壓成形。隨含 Mg 的質量分數的增加,合金的抗拉強度升高,但其作用有一定的范圍,當其質量分數達到 1.7%時,合金的抗拉強度明顯降低 。6000系合金中的強化相是Mg2Si。研究表明,合金中強化相 Mg2Si 的質量分數每增加 0.1%,抗拉強度峰值可增加 5 MPa 左右,同時延伸率也有少量增加,如表 1 所示。除形成強化相以外,Si 能提高鑄造和焊接流動性、耐磨性。相對強化相 Mg2Si 來說,Si 的質量分數通常是過量的。研究表明,Si 質量分數過量時析出次序以及各亞穩相的結構及其晶格常數不會改變,但析出相的化學成分及密度發生變化。過量的 Si 更易析出大量的團簇,更易形成細小均勻分布的β’’相,使合金密度大大增加,提高合金的抗拉強度。
隨著 Cu 質量分數增加,T4 態合金板材的抗拉強度單調增大,n值(加工硬化指數)呈現出略有增大的趨勢,延伸率、r值(各向異性指數)變化規律不明顯,IE 值單調下降,板材的拉脹成形性能變差;隨著 Cu 質量分數增加,T4 態合金板材烤漆前后的抗拉強度均單調增大,但合金板材模擬烤漆后表現出烤漆軟化現象,且其軟化量隨 Cu 質量分數增加而逐漸增大,說明 Cu 質量分數增加不利于鋁板烘烤硬化性能的發揮。170 ℃×30 min 的模擬 烤漆處理過程由于溫度較低,且時間很短不足以 使T4態合金薄板基體中析出具有明顯強化作用的過渡相,同時Cu質量分數增加還促進T4態合金薄 板中已經存在的GP區大量回溶,是T4態合金薄板 經模擬烤漆處理后其抗拉強度降低量隨Cu質量分數增加而逐漸增大的根本原因。6000 系合金中添加微量的 Mn 元素時,Mn 彌散相質點的亞結構強化和Mn的彌散析出強化以及β’’相的時效強化作用可使合金的抗拉強度顯著提高。
6063 鋁合金通過添加 Ti(鈦)、B(硼)和 Re (錸)進行晶粒細化,結果表明,同時加入Ti、B和Re的6063 合金的組織比只加Ti或者Ti和Re的合金組織細小。通過 Ti、Ti+Re 或 Ti+Re+B 細化的 6063 合金均有較好的時效行為。經較短的時效時 間硬度就可達到峰值硬度,在 200 ℃時效 6 h 時其 硬度無明顯降低。Re 加入形成 Al-Si-Mg-Re 中間 金屬化合物導致合金的抗拉強度比加Ti的低。
4
鋁合金的熱處理
奧林匹克運動會是國際奧林匹克委員會主辦的世界規模最大的綜合性運動會,每四年一屆,會期不超過16日,是世界上影響力最大的體育盛會。
熱處理對合金的組織和性能有很大的影響。鋁合金的熱處理主要包括退火處理、固溶處理、時效處理、回歸再時效處理以及最終形變熱處理。5000 系合金是不可熱處理強化合金,因而其熱處理工藝主要是退火處理。5000 系鋁合金板經退火處理后,其抗拉強度略有下降,而延伸率和應變硬化指數大幅地提高。退火溫度升高,使板材抗拉強度降低,延伸率增大。文獻[18]得出5754-H24鋁合金板材的退火溫度范圍為240~250 ℃,保溫時間 1 h。5083 鋁合金板在 300 ℃退火后抗拉強度大幅度降低,塑性明顯提高。在 550 ℃退火時,軋制態 5083 鋁合金板材的纖維組織消失,再結晶晶粒明顯長大,并等軸化。
2000 系和 6000 系合金是可熱處理強化合金,因而常用固溶處理、時效處理、回歸再時效處理以及最終形變熱處理方式改善其組織和性能。固溶處理后通常進行時效處理,固溶處理使強化相最大限度溶入基體,而時效處理則使強化相從基體中析出,從而使合金的硬度增加。鋁合金經固溶+時效處理后,再次加熱到比時效更高的溫度,保溫一段時間后,快速冷卻使材料恢復到固溶處理狀態,此時對材料再次進行時效處理可以使其屈服及抗拉強度繼續升高,這一熱處理過程即回歸再時效熱處理。最終形變熱處理是在鋁合金經固溶+時效處理后,進行一定量的冷變形,然后再進行最終時效熱處理,通過這種熱處理工藝,鋁合金材料的屈服強度可以得到很大程度提高。
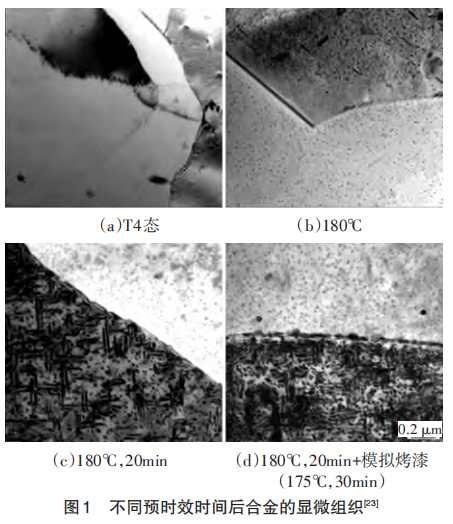
熱處理后鋁合金板材的最終性能受溫度、時間因素的影響。鋁合金退火時,板材的抗拉強度隨退火溫度的升高而降低。淬火時板材的抗拉強度、伸長率隨淬火加熱溫度的升高而增加。進行時效熱處理時,隨著時效熱處理保溫時間延長,板材的抗拉強度升高,電導率逐漸增加,但保溫到一定時間時出現峰值后開始下降。熱處理工藝對鋁合金板材的力學性能和應力腐蝕敏感性有影響,2519鋁合金板材經先高溫后低溫的雙級時效處理(180 ℃×3 h+145 ℃×24 h)后力學性能最好,但抗應力腐蝕性能最差;經形變熱處理(20 ℃×100 h+預變形15%+145 ℃×21 h)后的力學性能較好,抗應力腐蝕性能最好;過時效狀態(180 ℃×30 h)下力學性能最差,抗應力腐蝕性能適中。2000 系鋁合金的屈服強度比較高,熱處理進行自然時效時其屈服強度進一步增加,之后的成形難度增加。在自然時效前,對其進行短時間的預時效,能夠抑制隨后時效過程中 GP 區的形成,降低自然時效的硬化效果,同時提高合金的應變硬化指數和延伸率,從而提高合金板材的成形性,如圖1所示。6022鋁合金在 500~560 ℃進行固溶處理時,晶粒大小基本不變,而第二相數量顯著減少,超出該溫度范圍后晶粒粗化。560 ℃固溶處理后自然時效可獲得最佳力學性能。時效前進行預時效,能有效抑制自然時效的不良影響并提高模擬烤漆后的烤漆性能。
三、車身用鋁合金板的先進成形技術
與鋼相比,用于車身板的鋁合金通過合金成分的調整以及熱處理工藝的制定可以達到相應的力學性能,但其成形性方面仍然存在不小的差距。對于具有一定沖壓深度和形狀要求的覆蓋件,采用鋁合金進行室溫沖壓時容易產生裂紋、起皺,并發生回彈,影響零件的表面質量和尺寸精度。因而,鋁合金要代替鋼鐵材料而廣泛應用于汽車覆蓋件,就必須改善并研發新的鋁合金成形工藝。鋁合金先進成形技術主要包括液壓成形、溫成形、控制壓邊力成形以及超塑性成形。
1
液壓成型
板材液壓成形是在模腔內充滿液體的狀態下將材料置于模面上,材料隨沖頭的前進被壓人充滿液體的模腔內,同時被液體產生的壓力緊貼沖頭,從而形成“摩擦保持效果”;而且液體可以從板料法蘭與凹模間溢出,減少有害摩擦阻力而形成“溢流潤滑效果”,因此使板料的成形極限得到極大的提高。板材液壓成形利用靜水壓提高深拉延比并減少成形工件的厚度。常規沖壓只有 2.0 左右極限深沖比的鋁合金板,用該成形方法沖壓可將極限沖壓比提高到 2.3,超過軟鋼常法沖壓的極限深沖比。有研究者使用一種輔以浮動圓盤的液壓成形模具對 6061 板材進行成形。經試驗發現,使用這種新的液壓成形模具對板材進行成形時,液壓成形過程的壓邊力、模腔壓力與成形力均減小。郎利輝對鋁合金 2B06 覆層板在三向應力作用下的成形性能進行了研究,板材發生頸縮時整體應變比單層板更大,成形板的等效應力減小,流動特性得到改善。
2
溫成形
隨著溫度升高,材料的成形性增加。通常,在材料的再結晶溫度以上的成形過程稱為熱成型,而材料在回復或再結晶溫度以下、常溫以上進行的成形工藝稱為溫成形。ZHONG H等在不同的溫度條件下試驗所獲得的成形極限圖表明,隨著溫度升高,成形極限曲線升高,板料的成形性提高。但用不同成形速度進行試驗,成形速度過快時,即使是在較高的溫度條件下,材料的成形性也無顯著提高。LI等對5000系和6000系鋁合金板材在不同溫度條件下進行深拉試驗,得到了較優的成形溫度及其它的成形工藝條件。從合金熱處理特性來看,5000 系鋁合金板在溫成形溫度區間內成形性顯著提高,易于控制,已有 5182-O 門內板、5083發動機罩等產品試制案例;而6000系鋁合金板由于組織受溫度影響較大,成形條件苛刻,產品的組織和性能難以控制。
3
控制壓邊力成形
壓邊力是板料成形技術中的重要控制手段,在實際深拉的過程中理想的壓邊力應該是變化的。韓丹瑩等通過采用多級壓邊力方法,在成形初期和中期允許法蘭輕微起皺的前提下使用低的防皺壓力,在成形后期使用高的壓邊力從而消除這種輕微的起皺,達到提高工件成形極限的目的。傳統的壓邊方式是采用剛性壓邊圈,壓邊力均勻分布在壓邊圈上。對于表面形狀復雜的深拉件,深拉成形過程中金屬材料的流動在各個部分是不均勻的,如果都采用恒定的均勻壓邊力,可能導致在同一零件上同時出現起皺和拉裂的現象。彈性結構的壓邊裝置可以比較好地解決這個問題。余海燕等對鋁合金板進行研究,以階梯盒形件為研究對象進行深沖試驗,通過多點壓邊力控制系統對恒壓邊力和變壓邊力方案的效果進行比較,結果發現,變壓邊力方案下的工件基本消除了恒壓邊力方案中出現的起皺和破裂,得到了很好的效果。
MUSTAFA 等采用不同的壓邊力對盒型件進行不同深度的拉深試驗,研究壓邊力對其成形的影響。結果表明,壓邊力是時間的函數,通過控制壓邊力的變化,可以提高材料的成形性以及最終獲得高質量零件。同時壓邊力還應與位置有關。通過對壓邊力的一系列控制,起皺現象得到很好的緩解,但并未完全消除。
4
超塑性成形
奧林匹克運動會是國際奧林匹克委員會主辦的世界規模最大的綜合性運動會,每四年一屆,會期不超過16日,是世界上影響力最大的體育盛會。
超塑性成形是指板材在一定的變形溫度和變形速度條件下產生超塑性后的成形,鋁合金的超塑性溫度范圍為 500~550 ℃,比溫成形的溫度高許多。超塑性成形能加工常規沖壓工藝不能成形的復雜零件。超塑性成形法可分為陽模成形法和陰模成形法。陽模成形法適用于大型的淺成形件,而陰模法則適用于深成形件和復雜的成形件。
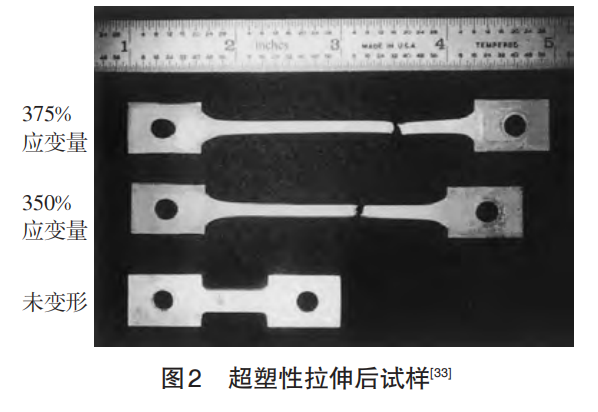
TROEGER等對6000系合金的超塑性研究表明,500 ℃以上時合金表現出超塑性。在 540 ℃應變速率為2×10-4~5×10-4 /s時,應變速率敏感性達到最大值0.5 /s。應變速率為5×10-4 /s時合金的單向拉伸延伸率最大達375%,對應的流變應力為4.7 MPa,如圖2所示。周義等用鋁合金以超塑性成形方式進行了汽車前擋泥板成形試驗,在成形溫度控制在450~500 ℃、最大脹形壓力達到0.42 MPa的條件下,試驗取得成功,整個成形時間為 30~60 min。梁繼業等以 5083 鋁合金為研究對象對車門的鋁合金外板的正反脹超塑性成形工藝進行了研究,在480 ℃和應變速率為 1×10-3 /s 條件下,最大伸長可達到242%。雖然超塑性成形時間比一般成形工藝時間長,但在成形時材料塑性流動的阻力非常小,即使是復雜件也可以一次成形,因而其應用前景非常廣泛。
車身用鋁合金成形的有限元模擬
鋁合金板材成形過程中,存在的問題主要有起皺、破裂和回彈。隨著有限元模擬的發展,越來越多的研究者使用有限元法模擬板材的成形過程。若要準確模擬實際工藝過程,必須建立準確的材料模型和屈服準則以及設置適當的工藝參數,如摩擦因數、壓邊力和成形速度。有限元模擬除了對成形進行預測外,常用于優化成形工藝、設計工藝補充面以及設計坯料尺寸。通過分析不同工藝條件下工件的成形性,獲得能最大程度發揮材料成形性的工藝參數。
1
材料模型與屈服準則
材料的模型主要包括材料的應力-應變曲線、彈性模量、硬化指數、塑性應變比、泊松比。其中,材料的流變應力方程是材料模型里面最主要的部分之一。為準確模擬實際變形過程,必須有能夠準確描述材料屈服行為的屈服準則。目前用于描述塑性變形的屈服準則主要有 Von-Mises 屈服準則、Tresca屈服準則以及Hill屈服準則。SIGUANG XU 等對 Hill 屈服準則進行研究,通過6111鋁合金試驗數據比較基于 Hill’s 1948 和Hill’s 1993屈服準則對與極限應變的預測,結果表明 Hill’s 1993 屈服準則可以很好描述鋁合金板材局部縮頸行為。陳忠家等基于合金材料塑性變形過程中位錯和溶質原子間相互作用的分析,建立了一個可用于描述鋸齒形屈服現象的唯象本構模型。該模型將溶質原子對位錯運動的釘扎效應和位錯掙脫后的脫釘效應置于一個統一的框架內進行考慮,而這2個效應的相互競爭將決定材料宏觀變形行為的發展演化。基于該模型的數值模擬結果和試驗測試結果取得了良好的一致性,從而驗證了理論和模型的有效性。
通常在對不銹鋼板各向異性材料進行模擬時多使用 Von-Mises 或 Hill-48 屈服準則圈間的摩擦系數變化對沖壓結果的影響比坯料與凹模間摩擦系數變化所產生的影響大,坯料與凹模之間的摩擦系數越大,對沖壓結果就越不利,但這種不利影響隨著坯料與凹模之間摩擦系數的進一步增大而明顯減弱。在沖壓條件不太理想時,僅僅依靠壓邊力的調整難以獲得理想結果,不論沖壓條件如何,壓邊力都存在一個最優值。
板材沖壓成形過程中受許多工藝參數的影響,通過有限元模擬可以分析各參數對其影響規律,但不能通過簡單的參數組合獲得最佳的成形工藝。通過正交設計模擬分析各參數對板材成形性的影響,不但可以大大節約計算時間,而且可以獲得最佳的成形工藝。汽車覆蓋件成形時,沖壓速度對產品質量的影響作用大于壓邊力、拉延筋和摩擦系數對產品質量的影響,沖壓速度越大,產品的局部厚度越小。在模擬過程中發現,通過拉延筋的分布以及拉延阻力的設置,可以消除零件起皺和開裂現象。對成形后回彈量分析發現,成形質量好的工藝,其回彈量也小。
除成形工藝參數外,坯料的初始形狀和網格的自適應技術、單元屬性對沖壓結果也會產生影響。研究發現,進行模擬成形時,若能促進板料的初始形狀更好地與材料的流動規律相適應,就能改善板料最終的成形質量。通過對坯料局部形狀的調整能進一步消除成形缺陷。在模擬時采用自適應網格技術能夠在保證成形模擬精度的同時避免計算效率的下降。板料成形時,由于其厚度很小,因而通常采用2號BT殼單元,采用該單元進行模擬有較高的精度和較高的效率。成形時常在厚度方向上采用 3 個積分點,若進行回彈分析,則需采用16號全積分單元,并選用7個積分點。
覆蓋件成形時發生彈性和塑性變形,卸載后彈性變形部分恢復而發生回彈現象。覆蓋件的回彈嚴重影響產品的尺寸精度和表面質量,因而需要對產品回彈進行預測并加以控制。目前主要用有限元法對成形后的回彈進行研究。張凇等使用 Dynaform 有限元軟件對汽車底座橫梁外板的沖壓成形后回彈進行仿真研究,并將回彈的模擬結果與試驗結果進行比較,發現二者十分吻合,模擬能夠準確預測成形后的回彈。
文獻研究了板料成形過程中材料參數和工藝參數等對回彈的影響規律。回彈量的大小與材料的屈服強度、厚向異性系數成正比,與材料的彈性模量和硬化指數成反比。減小模具間間隙可以減小板料成形后的回彈量。隨著壓邊力減小和凸模的圓角半徑增大,回彈角增大。隨著摩擦系數增大,回彈量減小。板料的厚度對成形后產品的回彈也有一定影響,板料厚度增加,成形后其回彈量減小。通過對各因素的正交分析發現,在相同的成形條件下,材料參數對回彈的影響最大,摩擦系數次之,壓邊力再次之,板料的厚度影響最小。
除研究各因素對回彈的影響外,張引引等考慮鋁合金板材與模具間的接觸演變過程,建立了一個有限元模型來預測鋁合金板材變形后的回彈。模型中板材本構方程采用基于更新拉格朗日彈塑性的材料模型,卸載過程采用模具反向運動方法。對有限元敏感度分析發現,回彈大小和整體精度受到元素大小、積分點和屈服準則的影響很大。將模擬結果與試驗對比分析,發現二者較好吻合。通過有限元分析得到了一個優化的模型,提供了一個更加精確的方法。
結束語
鋁合金板材用于汽車車身,既有明顯的輕量化和節能效果,又符合安全環保及汽車用材的發展趨勢。近年來,研究者對鋁合金汽車板生產的關鍵環節進行了大量研究,為推動鋁合金板材在汽車車身上的廣泛應用打下了堅實基礎。鋁合金微合金化方面,著重研究 5000 系和 6000 系典型牌號材料中控制合金成分及含量對材料性能的影響規律,并探索鋁板性能與熱處理工藝的耦合關系;熱處理方面以6000系的固溶和時效組合工藝為研究重點。此外,在應用端為解決鋁合金板材沖壓成形缺陷,一方面通過開發新的工藝以適應材料的性能和零部件的功能,另一方面采用試驗和仿真相結合的方式研究回彈、開裂的成因,在高精度材料模型的基礎上,提出缺陷改善及控制措施。總體而言,鋁合金板材已廣泛應用于覆蓋件,在鋁合金板材生產方面也實現了國產化。在未來的發展中,研究的重點仍將圍繞材料的成分設計和生產工藝的匹配方面,以實現性能穩定、優良的板材的穩定化生產。
來源:汽車輕量化技術創新戰略聯盟